FG-katalog Glassfiber Sterkt og lett glassfiberprodukt



Produktanvendelse: Glassfibertape brukes hovedsakelig i industrien: varmeisolering, brannsikker, betennelseshemmende, forsegling, etc. Spesielt brukes den til forsegling og beskyttelse av alle typer husholdningspeiser.
Teknisk oversikt:
Arbeidstemperatur:
550 ℃
Størrelsesområde:
Bredde: 15-300 mm
Tykkelse: 1,5-5mm
Standard lengde: 30M
Mer kunnskap om glassfiber
GLASSFIBER GARN
Prosessen med å forvandle smeltet glass til fibre gjennom oppvarming og trekke glass til fine fibre har vært kjent i årtusener; imidlertid først etter at den industrielle utviklingen på 1930-tallet har muliggjort en masseproduksjon av disse produktene som er egnet for tekstilapplikasjoner.
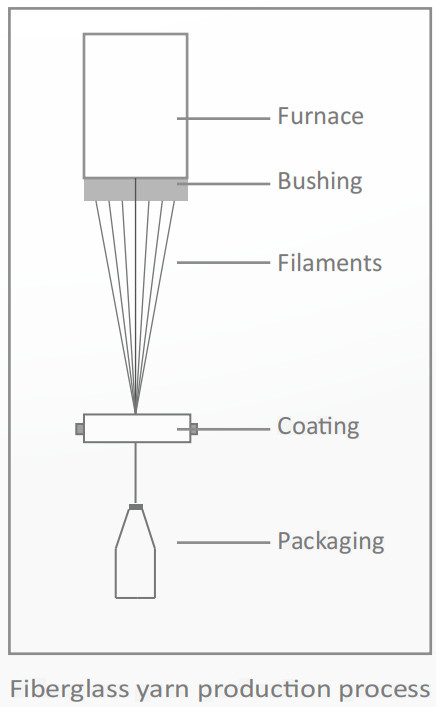
Fibrene oppnås gjennom en femtrinns prosess kjent som batching, smelting, fiberisering, belegging og tørking/pakking.
•Batching
I løpet av dette trinnet blir råvarene nøye veid i nøyaktige mengder og grundig blandet eller batch. For eksempel er E-Glass sammensatt av SiO2 (Silica), Al2O3 (aluminiumoksid), CaO (kalsiumoksid eller kalk), MgO (magnesiumoksid), B2O3 (boroksid), etc ...
•Smelting
Når materialet er batch, sendes det til spesielle ovner med en temperatur på ca. 1400°C. Vanligvis er ovner delt inn i tre seksjoner med forskjellig temperaturområde.
• Fiberisering
Det smeltede glasset passerer gjennom bøssing laget av en erosjonsbestandig platnumlegering med et bestemt antall meget fine åpninger. Vannstråler avkjøler filamentene når de kommer ut fra bøssingen og samles suksessivt sammen av høyhastighets viklere. Siden spenningen påføres her, trekkes strømmen av smeltet glass inn i tynne filamenter.
•Belegg
Et kjemisk belegg påføres filamentene for å fungere som et smøremiddel. Dette trinnet er nødvendig for å beskytte filamentene mot slitasje og brudd når de samles opp og vikles til formende pakker.
•Tørking/emballasje
De trukket filamenter samles sammen til en bunt, og danner en glassstreng sammensatt av forskjellige antall filamenter. Tråden vikles på en trommel til en formende pakke som ligner en trådsnelle.
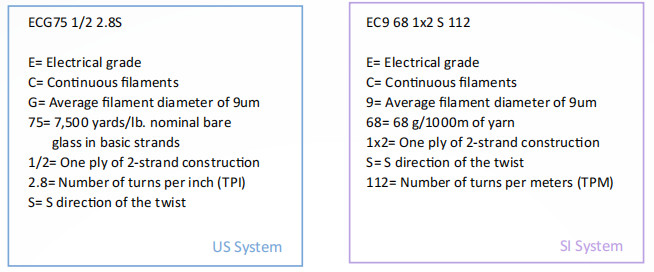
GARNNOMENKLATUR
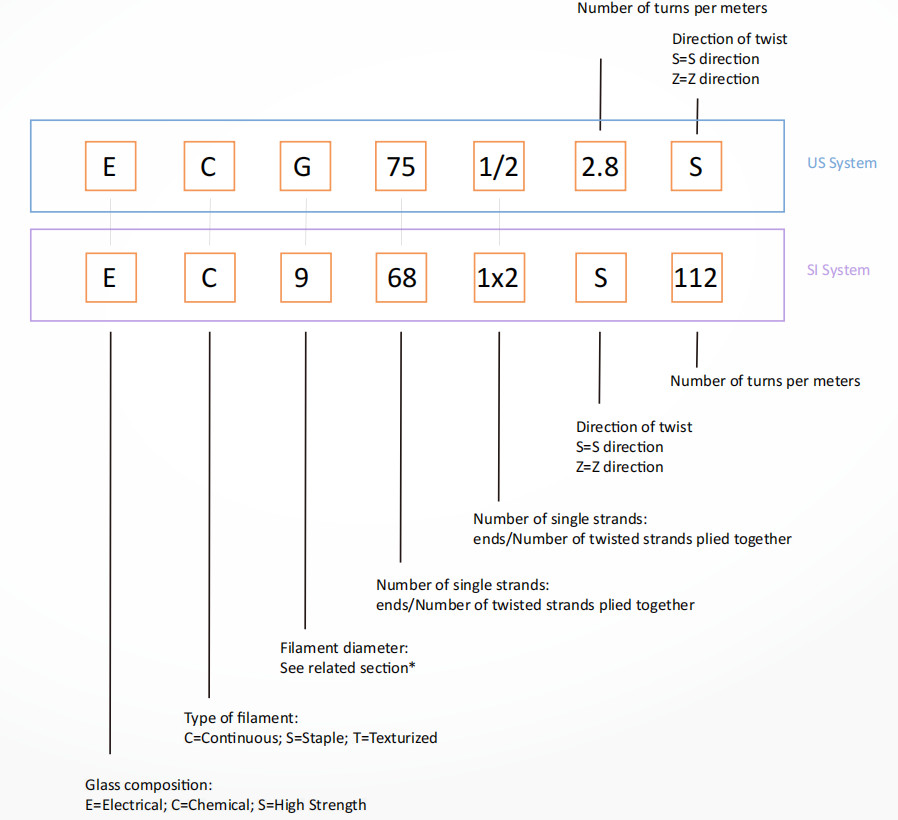
Glassfibre identifiseres normalt enten ved det vanlige systemet i USA (inch-pound system) eller ved det SI/metriske systemet (TEX/metrisk system). Begge er internasjonalt anerkjente målestandarder som identifiserer glasssammensetning, filamenttype, trådantall og garnkonstruksjon.
Nedenfor er det spesifikke identifikasjonssystemet for begge standardene:
GARNNOMENKLATUR (forts.)
Eksempler på garnidentifikasjonssystem
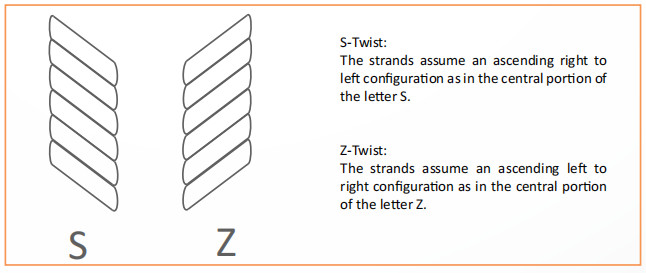
Vri retning
Tvinningen påføres mekanisk på garn for å gi fordeler i form av forbedret slitestyrke, bedre bearbeiding og høyere strekkfasthet. Vridningsretningen er normalt angitt enten med bokstaven S eller Z.
S- eller Z-retningen til garnet kan gjenkjennes av skråningen til garnet når det holdes i en vertikal posisjon
GARNNOMENKLATUR (forts.)
Garndiametre -Sammenligning verdier mellom US og SI system
| amerikanske enheter (letter) | SI-enheter (mikron) | SI UnitsTEX (g/100m) | Omtrent antall filamenter |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2,75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Sammenligningsverdier - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3.0 | 120 |
| 0,7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7,0 | 280 |
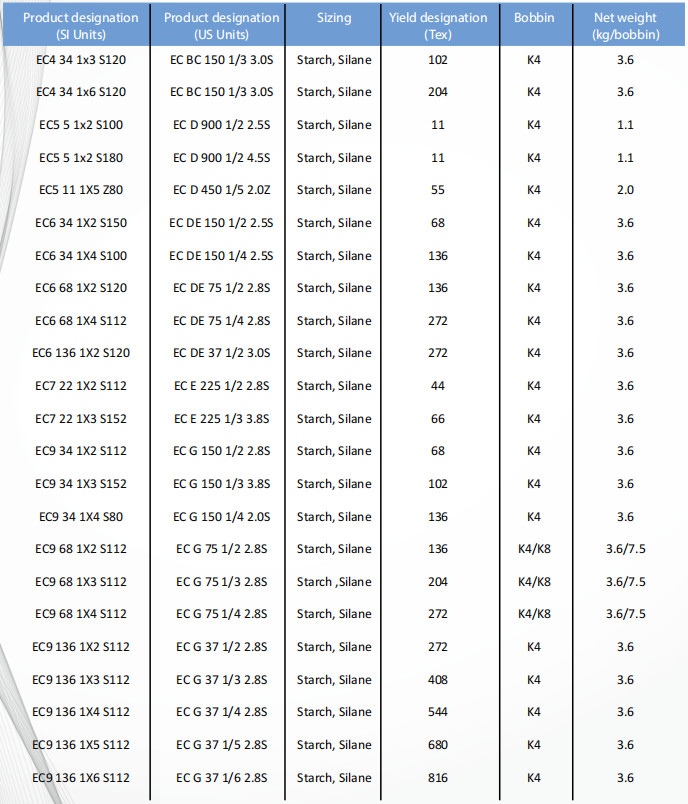
GARN
E-Glass Kontinuerlig tvunnet garn
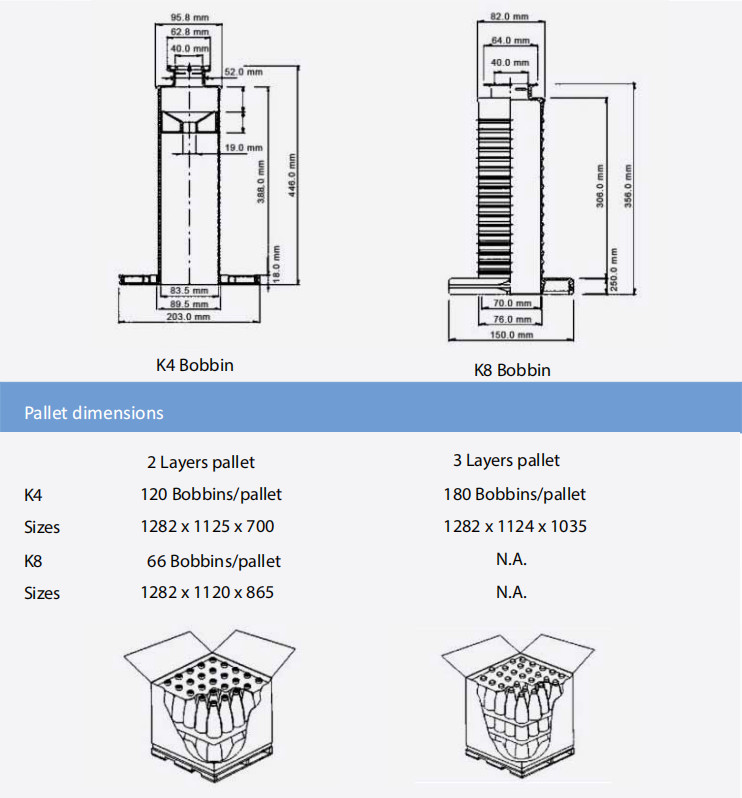
Emballasje
E-Glass Kontinuerlig tvunnet garn